Действующий
2.4.3.1. Маркировке подлежат шпильки с диаметром резьбы d ? 12 мм. Допускается маркировать шпильки с диаметром резьбы d ? 8 мм с применением заменительных знаков:
2.4.4.2. Знаки маркировки наносят на одной из торцевых поверхностей. В технически обоснованных случаях допускается наносить знаки маркировки на боковых поверхностях гаек (черт. 2). Знаки должны быть углубленными.
2.4.4.3. Допускается применение циферблатной маркировки гаек (черт. 3). В этом случае маркировка наносится на фасках выпуклыми или углубленными знаками или на торцевой поверхности углубленными знаками.

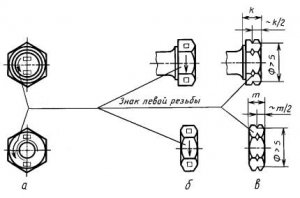
2.4.5.1. Знаком левой резьбы является стрелка, указывающая направление ввинчивания болтов, шпильки и навинчивания гайки.




2.4.5.2. Знак левой резьбы наносят на торцевой поверхности головки болта, на одной из торцевых поверхностей гайки (черт. 4а), на конце гаечного конца шпильки. В технически обоснованных случаях допускается наносить знак левой резьбы на боковых поверхностях гайки и головках болтов (черт. 4б). В этом случае знаки должны быть углубленными.
2.4.5.3. Знак левой резьбы для болтов и гаек может заменяться надрезами на ребрах шестигранников (черт. 4в).
Примечания: 1. Допускается вкладывать документ о качестве изделий в тару или конвейер, при этом должна обеспечиваться сохранность его при транспортировании.
по ГОСТ 1759.4 для классов прочности 8.8 - 12.9 определение временного сопротивления и определение ударной вязкости; для классов прочности 4.8; 5.8; 6.8 испытание на прочность соединения головки со стержнем;
4.1. Контроль внешнего вида болтов, винтов, шпилек и гаек должен производиться без применения увеличительных приборов.
4.5. Притупление углов квадратного подголовка должно проверяться в контрольной матрице с квадратным отверстием, выполненным по 1-му ряду ГОСТ 16030. Под головкой болта должна устанавливаться плоская шайба с отверстием диаметром большим диаметра описанной окружности подголовка и толщиной 0,5 высоты подголовка.
4.6. Шероховатость поверхностей болтов, винтов, шпилек и гаек должна проверяться путем сравнения с образцами шероховатости по ГОСТ 9378.
Шероховатость поверхности изделий, изготовленных методом холодной штамповки и шероховатость торца стержней кроме установочных винтов не контролируется.
4.7. Шероховатость резьбы болтов, винтов и шпилек должна проверяться на боковых поверхностях профиля.