Действующий

Масса деталей мешалки, допустимые отклонения при изготовлении и износе должны соответствовать указанным в таблице.

Число оборотов чаши в минуту должно быть (8±0,5) мин.-1, а валика мешалки (72±5) мин.-1. Число оборотов чаши мешалки при перемешивании каждой пробы должно быть 20, после чего мешалка автоматически отключается.
Конструкция столика должна обеспечивать плавный без перекосов подъем подвижной части на высоту (10±0,5) мм и ее свободное падение с этой высоты до удара о неподвижную преграду. Масса перемещающейся части столика должна быть (3500±100) г при изготовлении.
Число встряхиваний за рабочий цикл определения расплыва должно составлять 30 с периодичностью одно встряхивание в секунду.
Пример конструкции столика приведен на черт. 2. При помощи кулачка 1, получающего движение от привода, перемещающаяся часть, состоящая из диска 2 и штока 3, поднимается на заданную высоту и затем совершает свободное падение до удара о неподвижную преграду - станину 4. Диск 2 должен быть выполнен из коррозионно-стойкого металла со шлифованной рабочей поверхностью.
Столик должен быть установлен горизонтально и закреплен на фундаменте либо на металлической плите массой не менее 30 кг. Негоризонтальность рабочей поверхности диска столика не должна превышать 1 мм на диаметр 200 мм.
Форум-конус с центрирующим устройством 5, обеспечивающим точную установку формы на диске столика и предохраняющим ее от смещения в процессе штыкования раствора, и насадку 6 изготовляют из коррозионно-стойких материалов; их основные размеры приведены на черт. 2.
Эксцентриситет установки формы-конуса с центрирующим устройством относительно оси столика не должен быть более 1 мм при изготовлении.
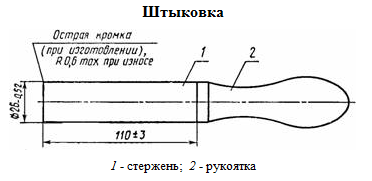
1.4. Штыковка (черт. 3) для уплотнения раствора в форме-конусе должна быть изготовлена из стали с твердостью не менее 45 НRСэ.

1 - кулачок; 2 - диск; 3 - шток; 4 - станина; 5 - форма-конус с центрирующим устройством; 6 –насадка
* Для испытания цемента с расплывом конуса более 200 мм применяют диск диаметром 300 мм. Указанный допуск - для изготовления.
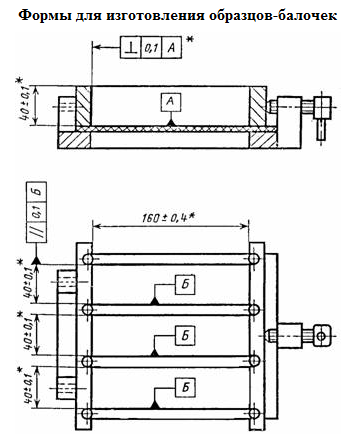
1.5. Разъемные формы для образцов-балочек (черт. 4) изготовляют из материалов, удовлетворяющих условиям их эксплуатации и обеспечивающих жесткость форм и стабильность размеров образцов.
Продольные и поперечные стенки формы должны при закреплении плотно прилегать друг к другу и к поддону, не допуская при изготовлении образцов вытекания воды из формы.
1.5.1. Устройства, используемые для разъема и чистки форм, должны обеспечивать выполнение соответствующей операции без повреждения образцов и деталей формы.
1.6. Насадка к формам балочек (черт. 5) должна обеспечивать плотное прижатие стенок формы к ее основанию и формы в целой к столу вибрационной площадки.

1.7. Вибрационная площадка для уплотнения цементного раствора в формах балочек должна иметь вертикальные колебания с амплитудой (0,35±0,03) мм, частотой колебаний 3000-200 в минуту и быть укомплектована реле времени.

Для испытания образцов балочек на изгиб могут быть использованы приборы любой конструкции, удовлетворяющие следующим требованиям.
Средняя скорость нарастания испытательной нагрузки на образец должна быть (0,05±0,01) кН/с [0,12±0,02) МПа/с в пересчете на единицу площади приведенного сечения балочки]. Захват для установки образца должен быть снабжен цилиндрическими элементами, изготовленными, из стали твердостью 56 ... 61 HRCэ.
Нижние опорные элементы должны иметь возможность поворота относительно горизонтальной оси, лежащей на нижней опорной плоскости образца и являющейся осью ее продольной симметрии.
Схема расположения образца на опорных элементах, их форма, размеры и взаимное расположение приведены на черт. 6.
1.9. Для определения предела прочности образцов при сжатии могут быть использованы прессы, любой конструкции с предельной нагрузкой до 500 кН, удовлетворяющие техническим требованиям ГОСТ 28840 и обеспечивающие нагружение образца в режиме чистого сжатия.
Для компенсации пространственной не параллельности опорных граней образца пресс должен иметь подвижную шаровую опору. Допускается применять шаровые опоры любой конструкции, обеспечивающей возможность проведения поверки пресса. Пресс должен быть снабжен приспособлением для центрированной установки нажимных пластинок, передающих нагрузку на образец.
1.10. Нажимные пластиной для передачи нагрузки на половинки образцов-балочек должны быть изготовлены из стали твердостью 56 ...61 НRСэ. Форма и размеры пластинки приведены на черт. 7.

При наличии приспособлений, обеспечивающих фиксацию пластинок на верхней и нижней опорных плитах пресса в отцентрированном и совпадающем при прижиме по периметру рабочих плоскостей положении, их допускается изготовлять без упоров. При этом взаимное смещение вертикальных граней пластин не должно быть более 0,5 мм, а на расстоянии 3+1,5 мм от одной из торцевых граней нижней или верхней пластинки должен находиться упор, определяющий положение балочки и не препятствующий деформациям образца при испытании.