Действующий
ИСО 377:1997 Сталь и полуфабрикаты - место вырезки и изготовление образцов для механических испытаний.
ИСО 10065-91 Стержни стальные для армирования железобетона. Испытания на изгиб и последующий разгиб.
ГОСТ 7564-97 Прокат. Общие правила отбора проб, заготовок и образцов для механических и технологических испытаний
ГОСТ 7565-81 (ИСО 377.2) Чугун, сталь и сплавы. Методы отбора проб для определения химического состава
ГОСТ Р 52544-2008 Прокат арматурный свариваемый периодического профиля классов А500С и В500С для армирования железобетонных конструкций. Технические условия
В настоящем стандарте использованы термины и определения по ГОСТ Р 52544 со следующими дополнениями:
3.1 Сертификационная схема - система сертификации, связанная с процессами изготовления или эксплуатации проката, к которым применены одни и те же особые правила, стандарты и методы.
3.2 Характеристическая величина - нормируемая величина характеристики проката, гарантируемая с определенной обеспеченностью, определяемой технологией производства и другими условиями.
3.3 Контроль - действия по измерению, исследованию, испытанию одной или нескольких характеристик изделия или условий поставки и сравнение их с требованиями, установленными стандартом для определения их соответствия.
3.4 Сердечник - часть поперечного сечения проката без поперечных и продольных ребер. Диаметр сердечника - см. рисунок 1.
4.1 Номинальный диаметр, номинальная площадь поперечного сечения, масса 1 м длины проката, допускаемые отклонения по массе должны соответствовать указанным в таблице 1.

4.3 Овальность проката (абсолютная величина разности диаметров d1 и d2 в одном сечении) не должна превышать суммы абсолютных значений плюсовых и минусовых предельных отклонений для диаметра d1, указанных в таблице 2.

Прутки изготовляют длиной не менее 6 м. По согласованию изготовителя с потребителем допускается изготовлять прутки длиной до 25 м.
Прокат диаметром 6 и 8 мм изготовляют в мотках. По согласованию изготовителя с потребителем прокат диаметром 10 мм всех классов и диаметром 12 мм класса А400С изготовляют в мотках.
4.5 Прокат должен иметь поперечные ребра серповидной формы, которые не должны соединяться с продольными ребрами. Продольные ребра не обязательны. Периодический профиль и сечение поперечного ребра приведены на рис 1, 2 и 3.
Допускается по согласованию изготовителя с потребителем изготовление проката периодического профиля другой конфигурации.
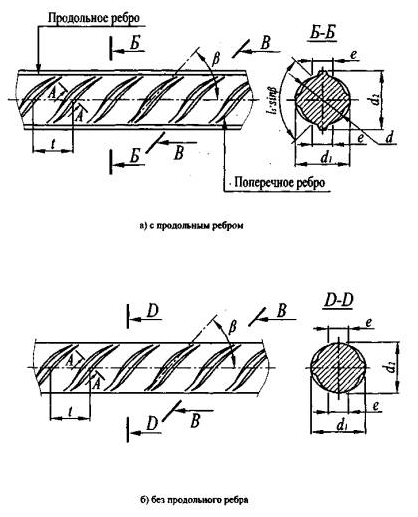

Рисунок 3 - Определение площади боковой поверхности одного поперечного ребра, Fr (сечение В-В из рисунка 1)
