Действующий
Примечание. В соответствии с решением, принятым на 12-м заседании Генеральной конференции мер и весов, термин "миллилитр" (мл) широко применяется вместо термина "кубический сантиметр" (см3). Термин "миллилитр" обычно применяют в международных стандартах для обозначения вместимости мерной посуды и объема жидкости.
Стандартной температурой, т.е. температурой, при которой осуществляется слив номинального объема (номинальной вместимости), является 20°С.
Примечание. При использовании пипеток в тропических условиях допускается за стандартную температуру воды принимать не 20°С, а 27°С, как рекомендовано в ГОСТ 29044.
Ни в одном из классов предел допускаемой погрешности не должен превышать наименьшую цену деления шкалы.
Градуированные пипетки, вымеряемые на слив жидкости от верхней нулевой отметки до любой отметки. Нижняя отметка соответствует номинальной вместимости. Такие пипетки могут быть 1-го и 2-го классов. Время ожидания не устанавливается (пипетки типа 1 ГОСТ 29228).
Градуированные пипетки, вымеряемые на слив жидкости от любой отметки до сливного кончика. Верхняя отметка соответствует номинальной вместимости. Такие пипетки могут быть 1-го и 2-го классов. Время ожидания не устанавливается (пипетки типа 2 ГОСТ 29228).
Градуированные пипетки, вымеряемые на слив жидкости от верхней нулевой отметки до любой отметки. Нижняя часть сливного кончика соответствует номинальному объему. Пипетки 2-го класса. Время ожидания не устанавливается (пипетки типа 3 ГОСТ 29228).
Градуированные пипетки, вымеряемые на слив жидкости от верхней нулевой отметки до любой отметки. Нижняя часть сливного кончика соответствует номинальному объему. Пипетки 1-го класса. Время ожидания - 15 с (пипетка типа 4 ГОСТ 29229).
Градуированные пипетки, вымеряемые на слив жидкости от любой отметки до сливного кончика. Верхняя отметка соответствует номинальной вместимости. Пипетки 2-го класса. Последняя капля (в пипетке) выдувается (выдувные пипетки - пипетка типа 5 по ГОСТ 29230).
Пипетки, используемые для потребностей народного хозяйства, должны изготовляться следующих исполнений:
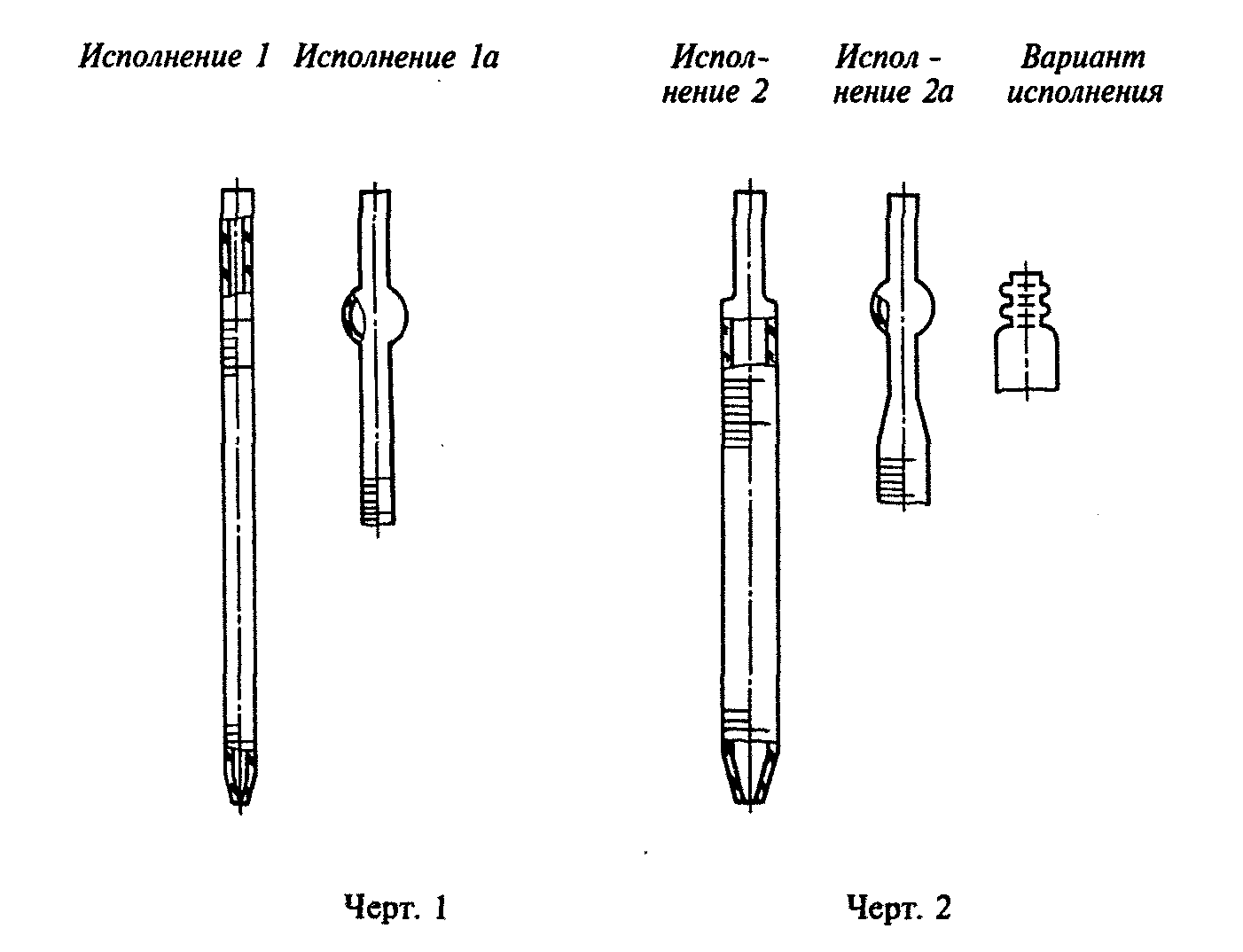
Пример условного обозначения пипетки типа 1, исполнения 2, 1-го класса, вместимостью 5 см3, используемой для потребностей народного хозяйства:
Предел допускаемой погрешности по сливаемому объему не должен превышать значений, указанных в табл. 1. Пределы допускаемых погрешностей означают максимально допускаемые погрешности в любой точке шкалы и разность погрешностей между двумя любыми точками шкалы.
Номинальная вместимость | Цена наименьшего деления шкалы | Пределы допускаемой погрешности объема пипетки | |
1-го класса | 2-го класса | ||
0,5 | 0,01 | - | |
1 | 0,01 | ||
2 | 0,02 | ||
5 | 0,05 | ||
10 | 0,1 | ||
25 | 0,1 | - | |
0,2 | |||
Примечание. Если возникает необходимость изготовления пипеток другой номинальной вместимости с другой ценой деления шкалы, то следует придерживаться основных требований настоящего стандарта.
Градуированные пипетки должны быть изготовлены из стекла, обладающего необходимой химической и термической стойкостью. Изделия должны иметь как можно меньше видимых дефектов. Внутреннее напряжение стекла должно быть сведено до необходимого уровня.
Основные размеры градуированных пипеток в зависимости от их номинальной вместимости должны соответствовать приведенным в табл. 2.
Плоскость верхней части пипетки должна быть перпендикулярна к оси пипетки. Кромка верхней части не должна иметь дефектов, влияющих на требуемую точность установки мениска пальцем. Кромка может быть слегка оплавлена или пришлифована с наружной фаской.
Нижняя часть пипетки должна заканчиваться сливным кончиком. Поверхность сливного кончика должна быть гладкой и иметь форму конуса без значительных сужений канала, которые могут привести к турбулентности потока жидкости.
| Наименование размера пипетки | Размер для номинальной вместимости, | ||||||
0,5 | 1 | 2 | 5 | 10 | 25 | 25* | |
Основные | |||||||
| Расстояние от нулевой отметки до нижней отметки для пипеток типа 1: | |||||||
| не более | - | 220 | 220 | 220 | 220 | 220 | - |
| не менее | - | 160 | 160 | 180 | 180 | 180 | - |
| Расстояние от верхней до нижней оцифрованной отметки для остальных типов пипеток: | |||||||
| не более | 220 | 220 | 220 | 220 | 220 | 220 | 290 |
| не менее | 140 | 140 | 140 | 160 | 160 | 160 | 250 |
| Расстояние от верхней отметки до верхней части пипетки, не менее | 100 | 100 | 100 | 100 | 100 | 100 | 100 |
| Наружный диаметр всасывающей трубки: | |||||||
| не более | - | - | - | 8,3 | 8,3 | 8,3 | 8,3 |
| не менее | - | - | - | 6,8 | 6,8 | 6,8 | 6,8 |
| Длина трубки ниже нижней отметки, имеющей неизменный диаметр, не менее | 10 | 10 | 10 | 10 | 10 | 10 | 10 |
Рекомендуемые | |||||||
| Общая длина | 360 | 360 | 360 | 360 | 360 | 360 | 450 |
| Длина конической части, образующей сливной кончик | 20 | 20 | 20 | 25 | 25 | 30 | 30 |
| Наружный диаметр сливного кончика по верхнему краю фаски | 2,5 | 2,5 | 2,5 | 3 | 3 | 3 | 3 |
| Толщина стенки | 2 | 2 | 1,5 | 1 | 1 | 1 | 1 |
* Эти размеры действительны только для пипеток номинальной вместимостью 25  с ценой деления 0,1
с ценой деления 0,1  по ГОСТ 29229.
по ГОСТ 29229.
Нижняя часть сливного кончика должна быть обработана одним из методов, указанных ниже (в порядке предпочтения):