Действующий
1) Стандарт заменен на ISO 898-2:2012. Однако для однозначного соблюдения требования настоящего стандарта, выраженного в датированной ссылке, рекомендуется использовать только указанное в этой ссылке издание.
ISO 2320:19831), Prevailing torque type steel hexagon nuts - Mechanical and performance properties (Гайки стальные самостопорящиеся. Механические и эксплуатационные свойства)
1) Стандарт заменен на ISO 2320:2008. Однако для однозначного соблюдения требования настоящего стандарта, выраженного в датированной ссылке, рекомендуется использовать только указанное в этой ссылке издание.
1) Стандарт заменен на ISO 3269:2000. Однако для однозначного соблюдения требования настоящего стандарта, выраженного в датированной ссылке, рекомендуется использовать только указанное в этой ссылке издание.
ISO 10485:19911), Cone proof load test on nuts (Испытание гаек пробной нагрузкой на конической шайбе)
Для изделий, в которых обнаружены допустимые дефекты поверхности, приведенные в данном разделе, должны выполняться требования к минимальным значениям механических и функциональных свойств, указанных в ISO 898-2, ISO 898-6 и ISO 2320. Кроме того, должны быть выполнены требования к размерам соответствующих стандартов на продукцию.
1 Рисунки в данном разделе представлены как примеры; соответственно они также относятся и к другим типам гаек.
Трещина - это чистый (кристаллический) разрыв, проходящий вдоль или поперек границ зерен, и может быть следствием включения инородных элементов.
Трещины обычно являются результатом перенапряжения металла во время штамповки или других формообразующих операций, или во время термообработки. В том случае, когда детали подвергают значительному нагреву, трещины обычно обесцвечиваются окалиной.
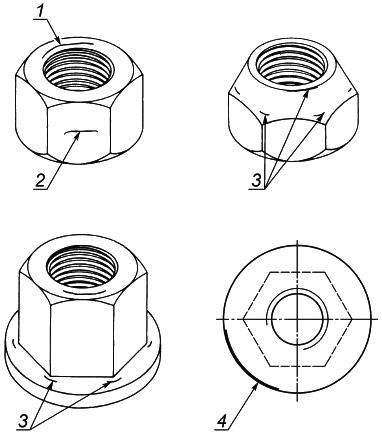
Причина образования | Трещины напряжения могут появиться в процессе термической обработки вследствие высоких термических напряжений и напряжений преобразования структуры. Трещины напряжения обычно располагаются неравномерно и произвольно на поверхности гайки. | ||||
Внешний вид |
1 - трещина напряжения; 2 - трещина напряжения в резьбе; 3 - трещина напряжения у внутреннего угла (трудноопределяемая) | ||||
Допустимое предельное значение | Трещины напряжения любой глубины, любой длины или в любом местоположении не допускаются. | ||||

Причина образования | Штамповочные трещины могут возникать при отрезке заготовки или при штамповке и располагаются только на торцевых и опорных поверхностях гаек или в местах перехода этих поверхностей к фаске.Трещины от неметаллических включений возникают при наличии таких включений в исходном материале. | ||||
Внешний вид |
1 - трещины на опорной или торцевой поверхности, или в резьбе, от неметаллических включений; 2 - штамповочные трещины на торцевой или опорной поверхности; 3 - трещина в резьбе | ||||
Допустимое предельное значение | Трещины, расположенные на торцевых и опорных поверхностях допускаются, если: - на поверхности будет не более чем две штамповочные трещины, которые распространяются на всю ее ширину и ни одна из которых не будет глубиной более 0,05 | ||||

Причина образования | Трещины в стопорящем элементе самостопорящихся цельнометаллических гаек могут возникать при заготовке, отрезке, штамповке или в процессе контролируемой деформации, на внешней или внутренней поверхности. | ||||
Внешний вид |
1 - внутренние трещины; 2 - внешние трещины | ||||
Допустимое предельное значение | Трещины в стопорящем элементе, образующиеся при штамповке, допускаются, если обеспечено выполнение всех механических и функциональных требований и если: - на наружной поверхности стопорящего элемента будет не более чем две трещины, которые распространяются на всю ее ширину и ни одна из которых не будет глубиной более 0,05 ; - трещина в резьбовом отверстии не распространяется за пределы одного полного витка резьбы; - трещина на одном полном витке резьбы не превышает глубину 0,5 | ||||

Трещина в замке шайбы - это разрыв в металлическом выступе или ступице, используемых для закрепления шайбы на гайке.
Причина образования | Трещины в замке шайбы могут возникать при развальцовке выступа или ступицы во время сборки гайки с шайбой. | ||||
Внешний вид |
1 - трещины в замке шайбы | ||||
Допустимое предельное значение | Трещины в замке шайбы допускаются, если они не распространяются дальше развальцованного контура выступа или ступицы при условии, что шайба надежно закреплена и свободно вращается. | ||||

Причина образования | Трещины сдвига могут возникнуть, например, во время штамповки на наружных поверхностях гаек и на боковой поверхности фланца. Трещины сдвига располагаются в плоскости приблизительно под углом 45° к оси гайки. | ||||
Внешний вид |
1 - трещины сдвига | ||||
Допустимое предельное значение | Трещины сдвига на гранях шестигранных гаек не должны распространяться на опорную поверхность гаек или на верхнюю поверхность фланца гаек с фланцем. Трещины сдвига на ребрах шестигранника не должны уменьшать диаметр описанной окружности и размер под ключ ниже установленного минимального значения. Трещины сдвига на боковой поверхности фланца гаек с фланцем допускаются, если они не распространяются за минимальный наружный диаметр опорной поверхности . | ||||

Причина образования | Рванины могут возникать, например, во время штамповки на наружных поверхностях гаек и на боковой поверхности фланца вследствие дефектов поверхности исходного материала. | ||||
Внешний вид |
1 - рванина | ||||
Допустимое предельное значение | Если рванина образуется от волосовины, имевшейся в исходном материале, то на торцевую поверхность может распространяться только волосовина (см. 3.4), но не рванина. Рванины на ребрах шестигранника не должны уменьшать диаметр описанной окружности и размер под ключ ниже установленного минимального значения. Рванины или трещины сдвига, расположенные на пересечении торцевой или опорной поверхности с боковой гранью, не должны иметь ширину более (0,25+0,02 ) мм ( - размер под ключ). Рванины и трещины сдвига на боковой поверхности фланца гаек с фланцем допускаются, если они не распространяются за минимальный наружный диаметр опорной поверхности и их ширина не превышает 0,08 | ||||

Волосовина представляет собой продольный поверхностный дефект в виде незакатанной открытой складки в материале.
Причина образования | Волосовины, как правило, присущи исходному материалу, из которого изготовлены крепежные изделия. | ||||
Внешний вид |
1 - волосовины | ||||
Допустимое предельное значение | Волосовины допускаются, если их глубина не превышает 0,05 для всех размеров резьбы ( - номинальный диаметр резьбы). | ||||

Складка представляет собой придавленные выступы металла, которые возникают на поверхности гайки в процессе штамповки.
Причина образования | Складки могут образовываться вследствие смещения материала в процессе штамповки гаек на или около линии перехода к опорной и боковой поверхностям или на торцевой, или опорной поверхности гаек. | ||||
Внешний вид |
1 - складка на торцевой или опорной поверхности; 2 - складка на боковой грани; 3 - складки; 4 - складка на внешнем контуре опорной поверхности гаек с фланцем | ||||
Допустимое предельное значение | Складки допускаются, но складки, расположенные на пересечении боковой поверхности фланца и опорной поверхности гаек с фланцем, не должны распространяться внутрь опорной поверхности. | ||||
Рябизна представляет собой мелкие углубления или выемки на поверхности гайки, появившиеся в результате незаполнения металлом в процессе штамповки или высадки.
Причина образования | Рябизна возникает от следов и отпечатков стружки (срезанных заусенцев) или в результате образования ржавчины на исходном материале. Подобные дефекты не устраняются при штамповке или высадке. | ||||
Внешний вид |
1 - рябизна | ||||
Допустимое предельное значение | Глубина рябизны | ||||

Причина образования | Следы от инструмента возникают в результате относительного движения обрабатываемой заготовки и рабочего инструмента. | |||
Внешний вид | Следы от инструмента, имеющие продолговатую или кольцевую форму. | |||
1 - следы от инструмента; 2 - допустимые следы от инструмента | ||||
Допустимое предельное значение | Глубина следов от инструмента на опорной поверхности не должна превышать параметр шероховатость поверхности =3,2 мкм, при проверке в соответствии с ISO 468. Следы от инструмента на других поверхностях допускаются. | |||

Причина образования | Повреждения, например заусенцы, вмятины, забоины и зарубки, образуются в результате внешнего воздействия при погрузке и транспортировании. |
Внешний вид | Невозможно установить определенную геометрическую форму, расположение и направление; они идентифицируются как результат внешнего воздействия. |
Допустимое предельное значение | Вышеуказанные дефекты не должны служить причиной браковки, за исключением тех случаев, когда они могут отрицательно сказаться на функции и применяемости крепежной детали (см. также требования, приведенные в разделе 3). В случае необходимости, могут быть использованы специальные методы упаковки и погрузки, для того чтобы избежать недопустимых повреждений при транспортировании. |